The Duravant family of operating companies serve the food processing, packaging and material handling segments.












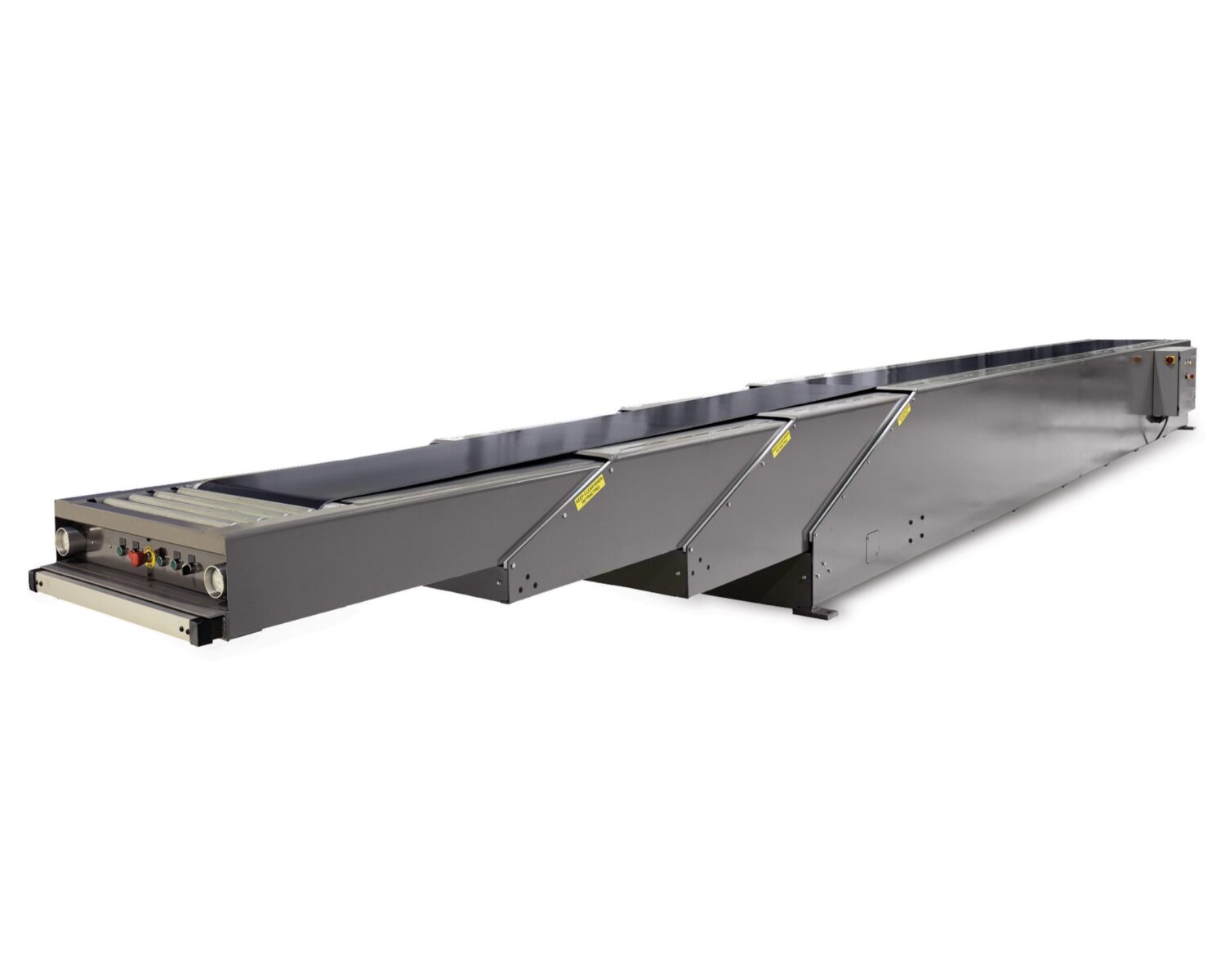
Product & Material Handling Conveyors
Factories and other types of production plants rely on conveyors to optimize their processes and product flow. Not only can having the right manufacturing conveyors ensure a safer approach to your everyday operations, but they also can enhance your ROI to a significant degree. FMH Conveyors is your source for product handling conveyors that deliver exceptional performance at every stage of your processes.
We offer numerous ways to move your products, materials and parcels throughout your facilities in the most efficient manner. Our goal is to optimize your manufacturing and packaging operations with safe and effective factory conveyor systems. Above all, our material handling conveyors are designed to efficiently transfer products throughout your production floor and boost your speed to market.
Are you interested in this product?
We are here to help.
Advantages Throughout Your Facility
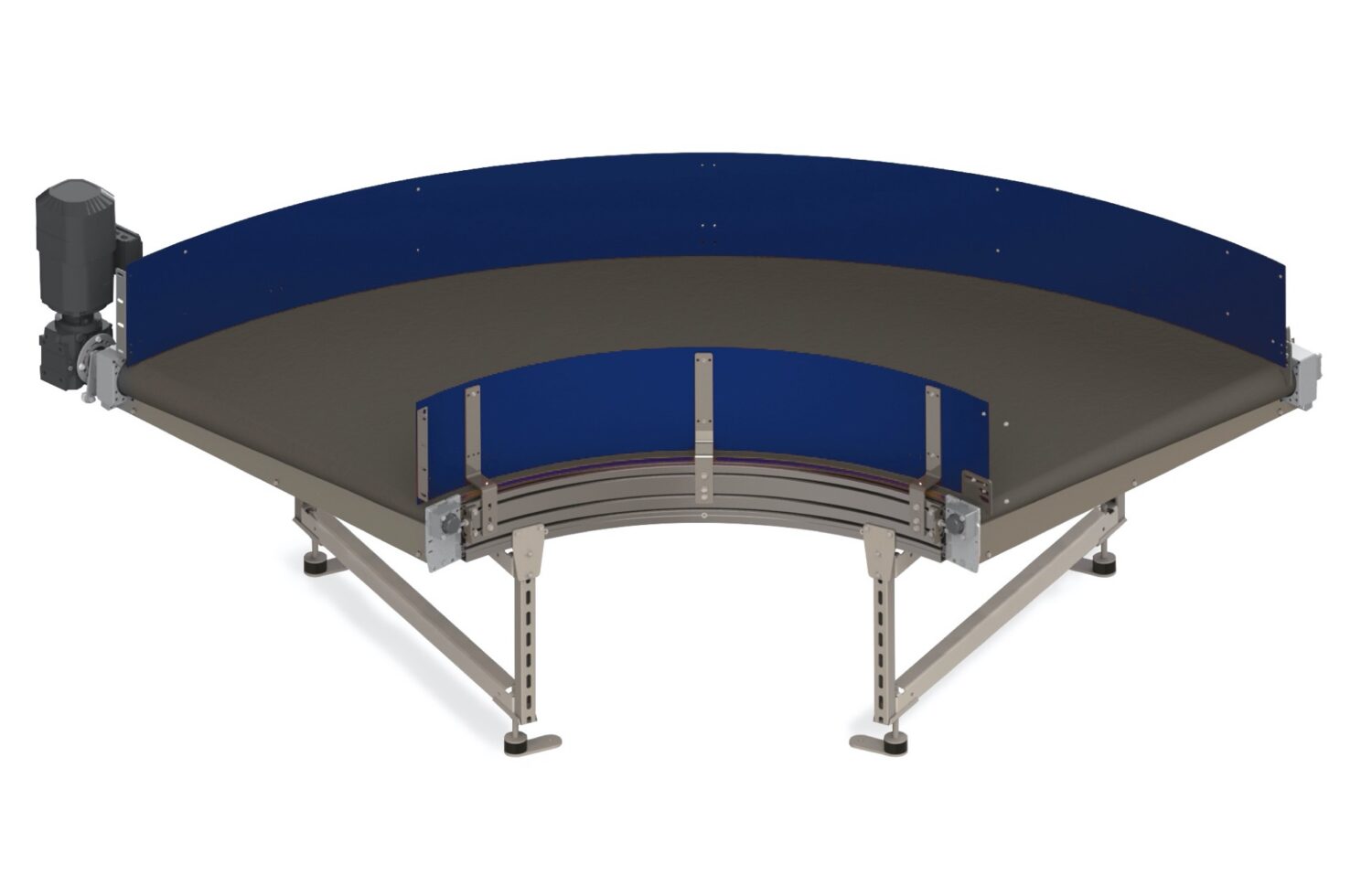
If you’re looking for factory conveyor systems that can address your specific pain points, rest assured that we have exactly what you need. We have material handling conveyor systems that meet your unique process requirements, from fixed modular conveyors to free-moving motorized roller conveyors.
In addition to the obvious safety benefits for your employees, our product handling conveyor systems offer countless features that enhance your everyday processes, including:
- Maximizing Floor Space — With our production conveyor systems in place, you’ll be able to lay out your facility in the manner that uses your available space as efficiently as possible.
- Improving Load Capacity — The robust nature of our factory conveyors means they are capable of moving more goods and materials than your team would be able to move without them.
- Ensuring Safe Product Handling — The fewer human hands have to handle your products, the less chance there is of breakage or injury to your employees.
- Limiting Product Loss — Our solutions enable automated sortation, which limits the risk of human error.
- Adapting to the Situation — Highly configurable, you can add new modules easily as well as customize the speed and height of these systems to accommodate various needs.
- Reducing Labor Costs — Our manufacturing conveyor systems can help lower your dependence on manual labor in many of your processes.
- Increasing Throughput Speed — These systems speed up production, enabling your facility to fill more orders in the same amount of time.
If you’re looking for a more automated material handling system, check out our LiteSort sortation system to automatically scan and distribute packages throughout your facility.



Built-to-Order Material Handling Conveyor Platforms
FMH takes pride in our ability to deliver configurable conveyor platforms that can be tailored to your facility’s exact footprint and flow needs. You’ll have the opportunity to choose from a wide selection of components to build a system that fits your specific applications and product types.
Just because our systems are built-to-order doesn’t mean you’ll have to wait long for them, however. We’re structured to provide quick spec-to-quote cycles with complete engineering support. Whether your facility has constrained floor space, multi-level layouts or high-changeover environments, you can trust us to develop the ideal solution and have it ready for you as quickly as possible.
Precision Handling & Automation-Ready Integration
Our platforms are engineered to support modern automated facilities, supporting indexing, accumulation and position control. They come pre-configured or can be configured for PLC integration, sensor alignment and connections with other automation equipment.
By integrating with your existing automation, FMH conveyors give you reduced engineering time and smoother operation. They’re ideally suited for use in environments that depend on robotics, MES/WMS software or IIoT-driven tools. Even if you’re only planning to scale into automation at some point in the future, FMH conveyors can ensure you’re ready.
Compatible Products/Materials
Our conveyors are ideal for moving all kinds of products and raw materials throughout your facility. These include:
- Boxes
- Containers
- Loose Components
- Retail Products
- Tires
- Industrial Equipment
Countless Manufacturing Applications
The conveyors we engineer and build are large and sturdy enough to handle products in a wide range of sizes, meaning they’re the ideal material handling solution for all types of manufacturing operations.
These can be used at practically any stage of the supply chain, from handling raw materials to preparing finished goods for packaging or distribution/order fulfillment. We understand what makes a conveyor system indispensable for manufacturers and packagers, and we’ve designed our solutions to provide the answer to all their needs.
If you have unique processes that require added integrations, we have you covered, as well. Our conveyor systems can be enhanced with impact roller carts, power-assist conveyors and more to address any specific requirements you may have. Our experts are ready and willing to help you find the precise solution that is right for you. To learn more, reach out and get in touch with us today.